
Table of contents
- Introduction
- Key Points of digital twin meals
- Main Content
- Definition and Key Features of digital twin meals
- Historical Context and Evolution:
- Applications in Food Manufacturing
- Benefits of Using Digital Twins meals
- Challenges Addressed by Digital Twins
- Case Studies: Successful Implementations
- Future Trends in Digital Twin Technology
- Best Practices for Implementation
- Role of Analytics of Data
- Compliance and Regulatory Considerations
- Stakeholder Engagement
- Success Evaluation: Evaluating KPIs for Digital Twins
- FAQs
- What is a digital twin in food manufacturing?
- How do digital twins help in reducing waste in food production?
- What are the main benefits of implementing digital twin technology?
- Conclusion
Introduction
Digital twin technology plays a crucial role in the food manufacturing industry. It helps address key challenges such as food safety, environmental impact, and operational efficiency. By virtually recreating various production systems, companies can optimize processes, reduce waste, and enhance product quality in digital twin meals beyond current limitations.
Points to include in the introduction:
Digital twin technology’s definition.
The reason behind challenges such as food safety and sustainability needing to be solved.
The major problems such as data analytics and decision-making, real-time capabilities. Understanding Real-Time Capabilities & Problem Management Strategies.
Key Points of digital twin meals
Definition of Digital Twin Technology: A virtual representation of an actual process that facilitates an analysis of its performance in real-time, makes an optimization and a forecast. In the realm of food manufacturing, these digital twin technologies assist in comprehending production systems, their weaknesses, and optimizing them in a holistic manner.
Challenges in Food Manufacturing: Manufacturers struggle with food loss, high energy use, and strict regulations. They also need to meet diverse consumer nutrition needs. Digital twin technology can optimize meal production and boost efficiency.
Benefits of the Digital Twin: Digital twin technologies provide the manufacturers with informed decisions, advanced sustainability, enhanced food safety, and significant improvement in operational efficiencies among others.
Main Content
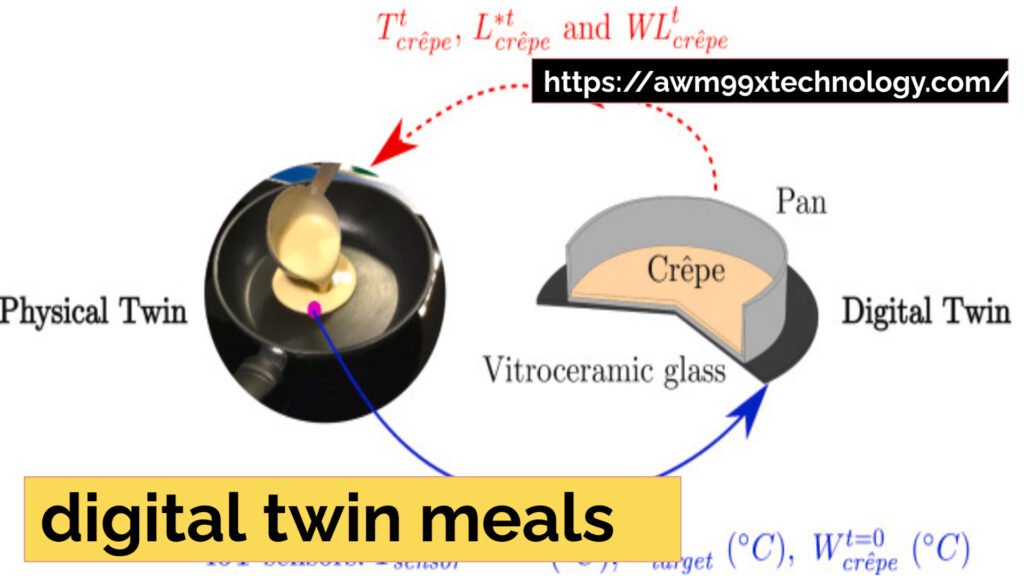
A digital twin is a virtual representation of any physical asset, process, or system. By capturing data from sensors and analytical tools, digital twins enable manufacturers to observe, predict, and modify workflows. Additionally, they can adjust operable parameters in real time, improving efficiency. This technology is particularly valuable for optimizing digital twin meals in production.
Definition and Key Features of digital twin meals
They are digital counterparts that correspond with real-life resources without any time lag.
The availability of intelligent sensors and devices that can gather data on metrics such as temperature, pressure, energy consumption, and others valuable for the safe storage and handling of food.
Perhaps integration with AI and machine learning is going to help to detect when such a system is most likely to fail or become inefficient.
Historical Context and Evolution:
o A concept that was first conceived in the aerospace industry has grown to other domains such as healthcare, automotive and now building units for food production.
Applications in Food Manufacturing
There are several applications of digital twin technology within food manufacturing which can further help businesses with increased operational efficiency, reduced number of mistakes and consistent standard in the quality of products.
Real-Time Monitoring of Production Processes:
Sensors automatically monitor machine state, temperature and other specifics of the environment and trigger a signal to the manufacturer.
Real time operation reduces idle time and enhances consistency of the products ensuring safe food production.
Simulation of Different Manufacturing Scenarios
Before conducting actual production runs, manufacturers can explore scenarios like missing ingredients or malfunctioning machines. By doing so, they can analyze how these issues will impact the manufacturing process. Consequently, this proactive approach helps optimize efficiency, especially in producing digital twin meals.
To effectively prevent mistakes and to streamline operations as much as possible.
Benefits of Using Digital Twins meals
The use of digital twins provides several advantages for food producers, such as increasing productivity, minimizing wastage, and improving the standard of the output.
Enhanced Efficiency Through Data Analytics:
AI integrated with smart sensors processes data on operation patterns to enhance productivity on the production line. Adjustments are made in real-time to eliminate waste of resources.
Decision-making based on data can be quick, which is a key benefit when it comes to adapting to changing production requirements.
Reduction in Operational Costs:
Since it helps in spotting inefficiencies as well as forecasting machine breakdowns, digital twins cut both idle time and servicing costs. According to some firms, operational productivity returned 20-30%.
Forecasting different production plans therefore helps Manufacture to modify practices and therefore save expenses which are not needed.
Challenges Addressed by Digital Twins
Some of the main issues in the production of food including cutting down on waste and improving food safety are addressed by the digital twins.
Waste Reduction Strategies::
Implementing digital twins is beneficial for controlling food losses and waste throughout the production chain, from raw material input to the final product. Additionally, manufacturers often achieve 15-20% less waste through predictive planning. Consequently, this technology enhances efficiency and sustainability, especially in producing digital twin meals.
In real-time, they allow for management practices to identify any instances of resource misuse.
Quality Assurance Improvements:
Ongoing surveillance guarantees that production processes do not compromise food safety standards. For instance, the use of digital twins notifications can be programmed for manufacturers to know when the temperature control systems have been manipulated.
The use of predictive analytics boost the extent of product customization leading to lesser recalls and customer complaints.
Case Studies: Successful Implementations
Companies that capitalize on digital twin technology have significantly improved their confidence in using these advanced operations, particularly in the production of digital twin meals.
Case Study 1: A European dairy manufacturer harnessed the power of digital twins to optimize their dairy lines and within six months, they achieved a 25% improvement in production line and 30% waste reduction.
Case Study 2: The use of digital twins to streamline bottling processes and key performance indicators, including quality, energy use optimization led to a 15% drop in energy consumed by an international beverage company.
Future Trends in Digital Twin Technology
The progress of digital twin technology is indicative of the future direction of food manufacturing with a number of trends likely to improve efficiency.
Integration with AI and Machine Learning:
The use of digital twins similarly improve digital systems by using AI algorithms to foresee and avoid machine breakdowns and excessive resource wastage while adjusting lines as necessary.
Digital twins will benefit through self-optimisation due to the incorporation of machine learning whereby human intervention is less required hence production efficiency will improve further.
Potential Future Applications in Food Manufacturing
Food with nutrition as the selling point will see increased demand for specific nutrition information. Companies can model this through digital twin technology to ensure that food with certain nutrition, especially in digital twin meals, does not get overcooked.
Eco-friendly Production: Energy and resources will be conserved due to efficient production and operations that digital twin technology is likely to incite.
Best Practices for Implementation
Even though the use of digital twins deployments could be difficult, best practices should enhance overall deployment effectiveness.
Procedures for Successful Integration:
Start by focusing on one process and, where relatively easy to use digital twins expand its application to other areas, progressively.
Integrate all production management data into the system to enable effective monitoring and analysis of the operations’ real time.
Training and Support Considerations:
Get the operators and the maintenance team trained well enough so that the full potential of the technology can be unlocked.
To solve any foreseeable technical problems, we should provide constant support and improve system integration for digital twin meals.
Role of Analytics of Data
Data analytics allows great innovation and development of business processes that is the core of the digital twin.
Types of Data Collected and Analyzed:
We recorded parameters like temperature and humidity, analyzing that productivity is a key factor in spill management for digital twin meals and systems.
Advanced analytical techniques make it feasible for the manufacturers to manage production planning, manage risks, and deliver consistency in the quality of the product.
Tools and Software Commonly Used:
Tools include Siemens Mindsphere and Braincube which are meant for changing and configuring digital twin and disseminate in the existing enterprise systems.
Compliance and Regulatory Considerations
Given the rigorous food safety requirements, digital twins assist manufacturers in adhering to regulations and avoid enforcement actions and penalties which are expensive.
Challenges to Compliance in the Food Manufacturing Segment:
food materials, the footprints and carbon of a nation, and energy consumption requirements are strict that monitoring and documentation is a must.
To address foreseeable technical problems, we must provide constant support and enhance system integration for digital twin meals.
Controls for Compliance with the Standards:
Automated external audits ensure that businesses cover all processes related to their products, including marketing, sourcing ingredients, and packaging digital twin meals. This comprehensive coverage provides reassurance about the effectiveness of their operations.
Stakeholder Engagement
Stakeholder in this case refers to the external parties that are required for the successful implementation of digital twins technology and they include people in other departments for example the Engineers.
Manage Communication For Enhanced Collaboration:
Frequent meetings and insightful reports keep participants engaged and increase the likelihood that every stakeholder understands the benefits and opportunities of digital twin meals. Moreover, these collaborative efforts enable stakeholders to leverage the advantages of this technology effectively.
Performance Evaluation: User Experience with a Prototype:
o Feedback from plant operators and the technicians managing the digital twins on their day to day activities should be sought. Their performance can enhance the system and make it more friendly to the users.
Success Evaluation: Evaluating KPIs for Digital Twins
| Key Performance Indicators (KPIs) |
| Reduced machine outage time |
| Increased production efficiency |
| Waste generation |
| Cost reduction for energy usage |
| Adherence to regulations |
| Means for Measuring Achievements |
| 24/7 monitoring of production performance |
| Deployment of operational dashboards |
| Use of analytics software |
FAQs
What is a digital twin in food manufacturing?
A digital twin is a fundamental element of integrated food production, representing the virtual image of real-world objects and processes. Additionally, it enables manufacturers to enhance productivity, improve efficiency, and ensure food safety. With monitoring and predictive tools, they can achieve these goals in real time, making digital twin meals more efficient and safe.
How do digital twins help in reducing waste in food production?
Due to the timely availability of all-relative information about the production stages, the digital twin allows the manufacturing process, more efficient, faster and waste-free.
What are the main benefits of implementing digital twin technology?
The main benefits are better efficiency, enhanced food safety measures, cost reduction, and the ability to make better decisions on account of data.
Conclusion
Digital twin technology has a lot to offer in terms of the change in the food manufacturing process by solving the problems on waste minimization, quality assurance as well as compliance to standards. Through real time monitoring and forecasting capabilities, food manufacturers can also not only increase the work efficiency but also the productivity in a more eco friendly manner.
Focal points in the conclusion:
Restate the advantages of digital twins in solving the problems faced by the industry.
Elucidate the concrem how they enhance the performance of the processes, sustainability, and food safety of foods.
Advise food manufacturers on the need to us trolls dual technology for effective marketing integration in expansion of their operations of the future.






1 thought on “Harnessing Powerful Digital Twin Meals to Overcome Food Manufacturing Challenges”